Extracted statement by Dr. Neil Carman, September 4, 2009 e-mail from Joyce Eden to BAAQMD:
" In my opinion, this makes it quite difficult to nearly impossible to adequately monitor 100% of the kiln's gaseous and particulate matter emissions "
|

|
|
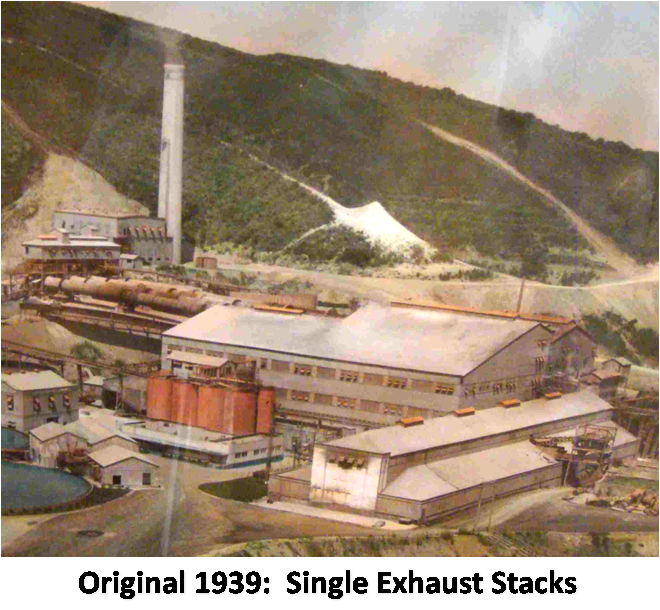
"I am a former regional field investigator inspecting industrial plants including Portland cement kilns for the State of Texas air pollution control agency from 1980 to 1992. During my time as an investigator, I climbed many cement kiln stacks in order to either conduct stack sampling or to observe contractors conducting stack testing and taking samples of the kiln exhaust. The Portland cement kilns I inspected each had a single central exhaust stack that collected the gaseous process waste stream and some of the particulate process emissions from the kiln into one place. The stacks for the Portland cement kilns were required to be approximately 150' high or more in order to comply with the various stack testing requirements in the EPA's applicable reference methods and to obtain an accurate reading of the process emissions. Process waste gas flow patterns are more efficiently handled in a single exhaust stack of minimum required height designed to minimize the variability of air flows through bends and turns in the waste gas exhaust duct system. Even by minimizing this variability, it's still necessary to take velocity traverse measurements across the stack diameter every few inches from wall to wall and collect gaseous/particulate stack samples at representative traverse locations across the entire stack diameter including a set of perpendicular traverses. In addition, three identical stack sampling runs at the same process production rates in a facility such as a cement plant are required for compliance purposes in order to obtain adequate readings for higher accuracy to take to account all the variability factors that transpire on each stack sampling run. Valid stack samples need to be verified by whether they were within the required isokinetic sampling requirements that validate if the sampling rates at each traverse location were within the limits allowed between 90% - 110% isokinetic. Even then, no two stack sampling runs are identical despite efforts to minimize and address the multiple sources of variability. Stack samples were collected utilizing 15-20 foot long stainless steel probes and often with a pyrex glass liner inside.
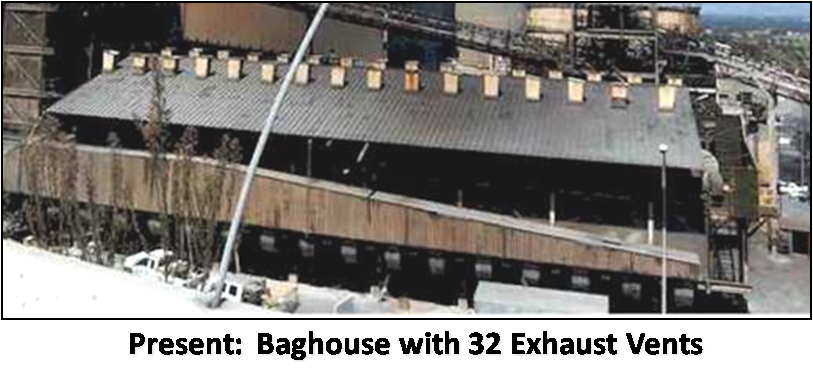
When I zoomed down at the Lehigh Southwest Cement Company plant on the Google Earth satellite map, I was surprised to observe that there is no central exhaust stack which collects the kiln's waste gases and particulate matter emissions. Instead one can see that there is a baghouse with 32 separate waste gas exhaust vents. In my opinion, this makes it quite difficult to nearly impossible to adequately monitor 100% of the kiln's gaseous and particulate matter emissions and take representative samples from 32 separate vents.
According to the technical information conveyed to me indirectly from a Mr. Brian Bateman at the BAAQMD in San Francisco, I learned that the BAAQMD extrapolates the total emissions from the kiln with the only CEMS it currently has for NOx, SO2 and other CEMS on a single vent to all the 30 vents that are in operation at one time. The air district in an email claimed that all the vents are supposed to be identical in size, design, process flow and operation. However, I find this claim challenging, in my opinion, because the large number of baghouse vents would likely have subtle operational differences over time due to several sources of variability such as differential wear and tear in the bags themselves differentially increasing the flow rate in one or more vents compared to others with less wear and tear in the bags (no two bags are absolutely identical as they undergo wear and tear over time), and therefore the potential sources of variability within the 30 different baghouse vents makes any such claim not credible nor supportable.
There could be various configurations inside the baghouse (a primitive method at best for reducing air emissions) in which the air moves from the two separate pipe/ducts which bring the emissions into the bag house. Whatever the particular configuration it is not possible that the air moves at the same rate and at the same distance from the intake pipes to each of the 32 separate vents.
In addition, at any time, there will be differences in the amount of dust in each bag and thus the amount and particulars of the emissions from any of the 32 vents, or 30 vents which are used at one time while the other two have their bags shaken or changed.
In order to comply with the provisions of the Proposed Rule (which I support) for a CEMS to monitor the emissions from a central stack which collects all the emissions together from the bag house and in order to place scrubbers to reduce emissions, a single central stack is necessary. Playing around with 30 individual vents as if there would be any adequate way to monitor the emissions and reduce them in the case of scrubbers and other such technology would not only be inadequate and inaccurate, but the supportable calibration of the CEMS could not be efficiently conducted as required. The vents do not appear to be large enough to place all the CEMS's sample lines and presents a series of technical challenges that a single kiln exhaust stack is better designed to deal with than a system of 32 process vents.
Atmospheric dispersion from 30 process vents at low heights also reduces the way the particulate matter and waste gases are dispersed in the area, and one potential outcome is higher ground level impacts of the dust emissions and the waste gases in the plant area.
The three kilns which do not have a central stack need to be required to have one to implement the rule. It is amazing to me that these three kilns have gotten a pass on this and been allowed to operate in this unsupportable manner for all these years."

Today Lehigh has 32 roof level vents on top of the Baghouse